激光在我國最初被稱為“萊塞”,既英語“Laser”的譯音。早在1964年,根據錢學森院士的建議,把光束激發器改稱為“激光”或“激光器”。激光是由惰性氣體高純氦、CO2及高純氮在氣體混合單元混合,經激光發生器生成激光,再加入切割氣體如N?或O2,照射到被加工物上,其能量在短時間內高度集中,瞬間使物質熔化和氣化。用這種方法進行切割,解決了堅硬、極脆、難熔物質的加工困難,而且速度快、精度高、變形小,特別適用于精密部件和微型部件的加工。
激光加工過程中,影響激光切割質量的因素很多,主要因素由切割速度、焦點位置、輔助氣體壓力、激光輸出功率等工藝參數構成。除了以上四個最重要的變量以外,可能對切割質量產生影響的因素還包括外光路、工件特性(材料表面反射率、材料表面狀態)、割炬、噴嘴、板材夾固等。
影響激光切割質量的上述因素在不銹鋼薄板加工中尤為突出,具體表現為:工件反面留有較大積瘤、毛刺;工件上的孔直徑達到1~1.5倍的板厚時,明顯達不到圓度要求,拐角處直線明顯不直;這些問題也是鈑金行業在激光加工中較頭疼的問題。
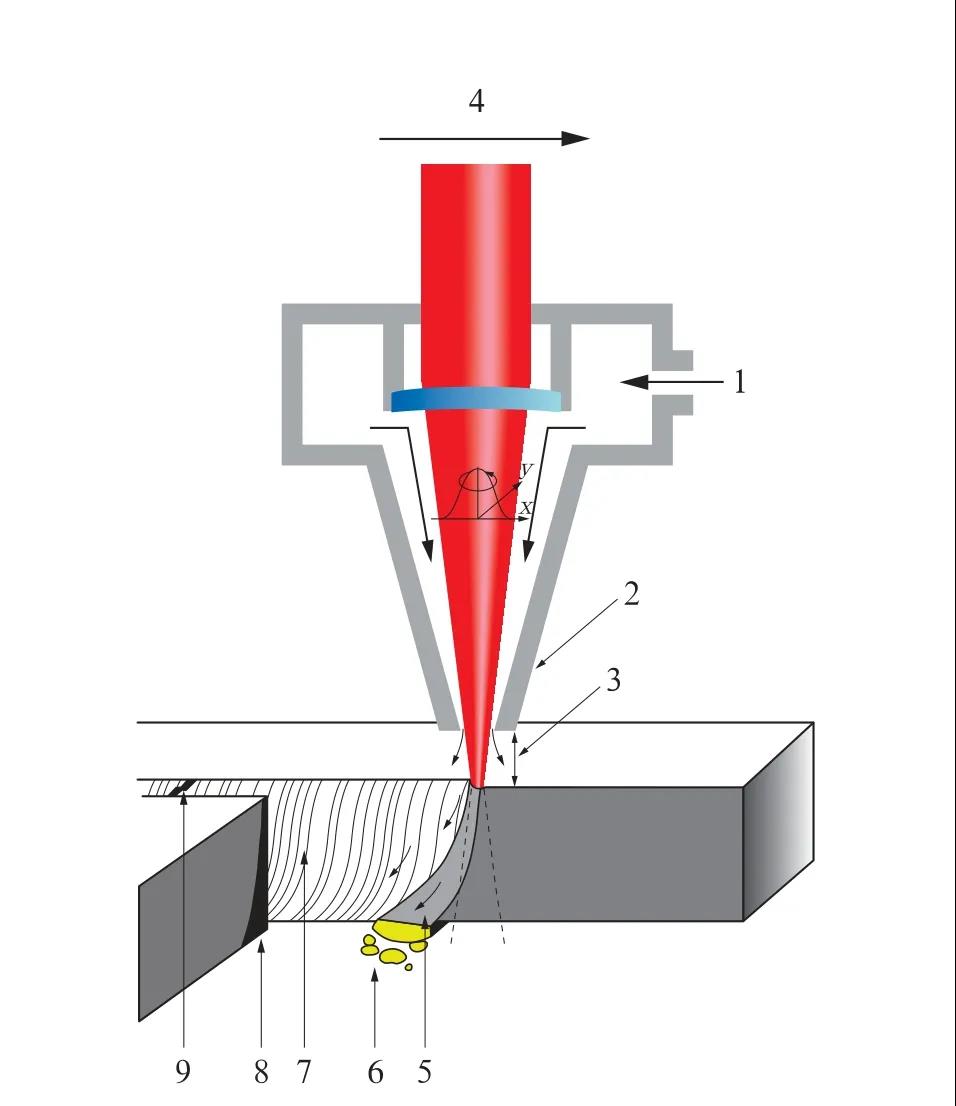
圖1 激光切割熔融原理
1-輔助氣體 2-噴嘴 3-噴嘴高度 4-切割速度5-熔融物 6-熔渣 7-切割粗糙度 8-熱影響區9-割縫寬度
積瘤問題
上海威特力精密鈑金加工中心反復做了多次試驗發現,激光切割機自身配備的切割支架不適合薄板的加工。主要原因:⑴R角大,則支架頂點與加工板材的接觸面積就大,那么激光束如果正好切割在支架頂點上的話,它的飛濺反射幾率就大,如果R角小,則在加工薄板時,飛濺反射的幾率就小;⑵距離小,斜度小,那么留給激光束繼續穿透的空間就有限,而反射空間越小,反射的力度就越大,則切割積瘤粘附在板材反面就越牢。
圖2 改進后的支架
基于以上考慮,我們將機床配備的切割支架進行了改進:⑴R角改小,支架頂點到基面的距離增大,斜度隨之加大。如此以來,工件反面的飛濺積瘤明顯減少,且反面的積瘤用工具輕輕碰觸就可脫落。⑵操作人員在切割的過程中發現:沾上油污的板材表面,切割飛濺落下,沒有粘在板材上。原來,板材上涂上油,不僅在板材表面上形成一層保護膜,使得飛濺不容易粘在上面;還有利于激光束的導向(尤其在加工表面極其光滑的板材如鏡面不銹鋼時),因為油膜相對于光滑的板材表面來講,它較易吸收激光束(鏡面板易反射激光束),這樣就有利于光束的定位和穿透。為此,我們將板材正反面均勻的涂上金屬軋制油(燃點高),這樣加工的工件基本上無飛濺積瘤,尤其是工件反面,積瘤現象比以前大為改觀。⑶經過反復調整切割參數中的焦點位置,技術人員發現,激光焦點位置在稍小于1/2板厚時就能夠穿透板材進行切割,但伴隨著板材變形或者切割氣壓過大,使薄板在大的氣體壓力吹動下,發生細微或者局部的抖動時,切割質量不穩定。但是再把焦點往下調整約為2/3板厚時(糾正了因變形或抖動引起的焦點偏差),在同樣板材和氣壓下,能夠有效地避免細微毛刺的出現。這樣工件的切割質量得到了極大的提高。
小孔圓度問題
在激光切割機切割過程中,接近1~1.5倍板厚的孔,本身就不太容易進行高品質的加工,尤其是圓孔。激光加工要穿孔,引線,再轉切割,中間參數需要交換,會產生瞬間的交換時間差。這樣就會產生加工的工件上圓孔不圓的現象。為此,我們調整了穿孔,引線轉切割的時間,并調整穿孔的方式,使其和切割的方式一致,這樣就不會有明顯的參數轉化過程。
拐角直線度問題
在激光加工中,不屬于常規調整范圍內的幾個參數(加速因子、加速度、減速因子、減速度、轉角停留時間)在薄板工件加工中,卻是關鍵的參數。因為在形狀復雜的薄板工件加工過程中,會有頻繁的轉角。每到轉角時,須減速;而過了轉角,則又加速。這幾個參數決定了激光束在某處的停頓時間:
⑴加速值過大,減速值過小,則會出現激光束在轉角處,未能很好的穿透板材,造成穿不透的現象(引起工件報廢率的上升)。
加速值過小,減速值過大,則會出現激光束在轉角處已經穿透板材,但加速值過小,所以激光束在加減速交換的點上停留時間過長,已經穿透的板材被持續的激光束不斷的熔化、氣化,就會造成拐角處直線不直的現象(這里就不再考慮影響切割質量的常規因素中的激光功率和氣體壓力及工件固定等因素了)。
⑶加工薄板工件時,在不影響切割質量的前提下,切割功率盡量減小,這樣工件的表面就不會有明顯的激光切割灼燒的色差。
⑷切割氣體壓力盡量減小,這樣能夠極大地減小板材在較強的氣壓下,產生的局部微觀的抖動。
通過上述分析,我們需要設定怎么樣的一個數值才算是合適的加速減速值?加速值與減速值之間有沒有一定的比例關系可供遵循?
為此,技術人員不斷的調整加速值和減速值,切割出來的每一件上做好標記,并把調整參數記錄在案。經過反復對比樣件,仔細研究參數的變化,終于發現:切割0.5~1.5mm范圍內的不銹鋼時,切割參數中加速值0.7~1.4g之間,減速值在0.3~0.6g之間最佳,而加速值=減速值×2左右為佳。這一規律同樣適合相近板厚的冷軋板(相近板厚的鋁板,數值則須做相應的調整)。
結束語
在成功解決了上述影響切割質量的因素后,我們加工出來的不銹鋼薄板產品,無論是切割積瘤方面,還是切割精細度方面,都得到了極大的改善與提高。作為當代的技術工人,要肯鉆研,敢攀登,秉持“精益求精,完美制造”的理念,才能做出高品質的產品,并使之在激烈的經濟競爭中站有一席之地。
——摘自《鈑金與制作》 2014年第2期
 聯 系 人:前臺
聯 系 人:前臺 中國.江蘇
中國.江蘇 關注官方微信
關注官方微信