熟女 一区,无遮挡肉在线播放下载,国产精品久久玖玖,99久久精品国产超碰,高清无码一区二区在线观看,国产91在线
首頁
關于我們
公司簡介
企業理念
發展歷程
資質證書
龍星產品
行業案例
案例中心
行業應用
新聞資訊
公司新聞
行業動態
服務支持
文檔下載
資料索取
申請試用
培訓服務
聯系方式
代理加盟
聯系我們
在線留言
聯系
/
登錄
首頁
關于我們
公司簡介
企業理念
發展歷程
資質證書
龍星產品
行業案例
案例中心
行業應用
新聞資訊
公司新聞
行業動態
服務支持
文檔下載
資料索取
申請試用
培訓服務
聯系方式
代理加盟
聯系我們
在線留言
登錄
龍星DIMS ? 新聞資訊
學習行業知識,發布行業動態,播報公司發展,展示企業活力
新聞中心
行業動態
結構件質量影響因素分析
發布時間:
2022-01-04
結構件是目前主機產品及建筑工程中的重要組成部分,是具有一定形狀,并能夠承受載荷的實體。從定義可以看出,承受載荷是其基本屬性之一,因此結構件成品質量的好壞對其所在的整體的性能、強度起到重要影響。
依據經驗,影響其性能的因素主要有三點:
①原材料:由于結構件多使用型材或者異型材,此類材料在加工過程中,本身經過一次變形加工,材料本身內部存在應力,經過外界溫度變化等時效影響后,本身會發生變形,可能導致整體結構的變形;
②對接方式:結構件均是由多件型材或鈑金件對接而成,其主受力方式不同,要采取不同的對接方式,借用材料本身的截面系數來提高其承重或者抗變形能力。
③焊接變形:傳統的焊接方式往往會導致成品出現熱變形,導致產品本身的性能發生改變,這就需要通過采取措施來減少焊接熱變形的發生。
以下將從上述三方面進行分析。
原材料
目前國內型材的主要加工方式為兩種,以下分別進行說明。
一種是使用帶鋼經過輥壓后形成所需的截面形狀,之后經過高頻焊接得到所需要的型材。
此種成形方式是指通過對原材料(一般指帶鋼)進行開卷,經過輥壓成形后得到所需規格的型材,直接成方形、矩形或異形管。該工藝流程如圖1所示:
圖1 輥壓成形工藝流程
此種成形方式又分為兩種類型,一種是帶鋼直接成形為所需截面的型材,即逐道成形;二是帶鋼先成形為圓管,之后利用輥壓模具將成形后的圓管輥壓成所需要截面的型材,即二次成形。
二次成形整體工藝流程與逐道成形一致,只是在輥壓整形后增加二次成形工序,與逐道成形相比,雖然工藝層級增加,但是同等尺寸精度下所需輥壓模具總架數相比逐道成形來說要少,可以節約一部分的模具費用。但是另一方面,帶鋼經過圓管、方管兩次塑性變形后,最終型材的內部應力會增大。相比逐道成形來說,可能會出現兩方面的質量問題對使用產生影響:①型材經過長時間存放后,內部應力釋放,造成型材彎曲,影響使用;②由于內部應力的存在,在后期加工過程時,管材變形會使應力一定程度釋放,最終可能出現同一加工參數下,零件的狀態不一致,存在差異的現象。
同時,金屬材料普遍存在加工硬化現象,隨著冷作變形程度的增加,金屬材料的強度和硬度指標都有所提高,但是塑性、韌性有所下降,帶鋼經過兩次變形后,材料的力學性能變化與逐道成形相比,不穩定性會升高,也會對最終零件的一致性造成影響。
另一種是拉拔成形,其所使用的材料均為不同孔徑的圓管,經過拉拔模具得到所需要的型材,加工前后材料外圓周長相等,需要注意的是拉拔所用的圓管也是使用帶鋼輥壓成形的方式加工。
與逐道成形和二次成形不同,拉拔工藝是指在外力作用下,迫使金屬坯料通過預設模具,以獲得與模具外形相一致的制品的塑性加工方法。拉拔時金屬的變形流動與擠壓相似,但是其變化比擠壓時簡單,金屬流動的不均勻性也比擠壓時小。
該工藝特點為外徑變化但是總的周長不變,需要注意的是,外徑變化過程中,壁厚根據外徑與壁厚比值的不同會有所增減。當減徑量比較大時,管材內壁會變得比較粗糙。
與逐道成形和二次成形相比,拉拔工藝所需要的設備和模具均相對簡單,操作維護方便,但是需要額外增加酸洗、退火、時效處理等表面處理工序,以去除加工過程中材料內部產生的內應力,并且由于內應力釋放產生的變形不可控,往往需要二次、多次拉拔才能最終得到所需要的制品。生產效率相對較低,不能實現連續生產,同時拉拔由于夾頭的存在,每根型材的端頭均需要進行去除,會產生一定的材料浪費。
上述是常見的三種不同加工方式,其最終所形成的型材雖然外觀尺寸差異不大,但是內部性能差異明顯,需要根據具體需求進行選取,例如如果僅僅是用作支撐,不進行二次加工,選取拉拔成形的型材,不僅材料強度高,加工費用也相對較低;如果后期需要使用型材加工成其他形狀,如彎梁等帶有變形的產品,建議選取采用輥壓成形的方式加工的原材料,此種加工方式最終的材料內部應力相對較小,加工成零件或者產品后產生的變形相對較小,成品一致性相對較好。
常見的幾種結構件對接方式
各種結構件往往是由多件零件對接焊接而成,對接方式對其最終的性能也會產生影響。對接方式不合理,會無法合理利用材料本身的剛性,導致性能的下降。以下進行舉例說明:
⑴三個面拐角對接時,框架式結構采用此種方式交過,如果主要受力方向為水平面,如廠房等,建議選取垂直方向上鋼梁作為支撐點,其余兩邊的鋼梁連接面均在作為支撐點的鋼梁上,水平方向上兩根邊梁直接與立梁對接,當水平方向上受到外作用力后,力經過水平方向的梁傳導作用在立梁上,立梁的邊可以作為一個支撐面,水平方向上的梁同樣可以起到支撐作用,這樣可以充分利用材料本身的強度,降低整體結構在水平面方向上的變形,如圖2箭頭所示。
圖2 兩根邊梁直接與立梁對接
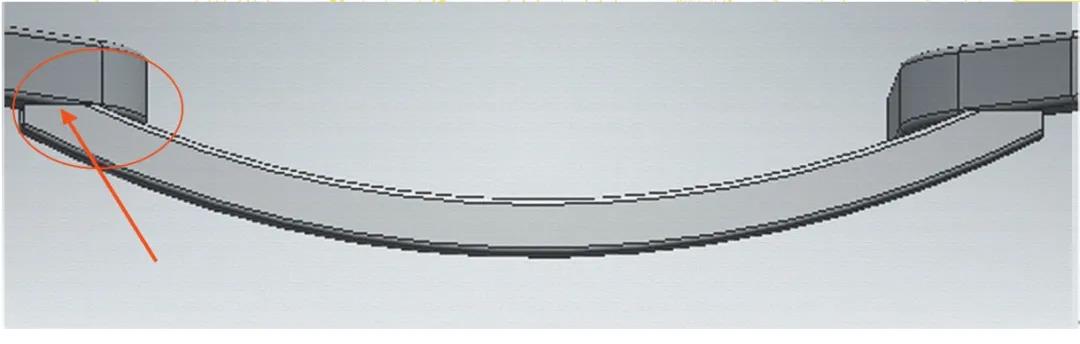
⑵兩根豎梁之間的對接有兩種方式,為便于說明,選取帶有形狀的結構進行分析。如圖3所示狀態,兩根立梁之間使用一根橫梁進行連接,但是橫梁在兩根立梁的外側,此時水平方向上受到力后,只能靠焊接焊縫位置的強度來保證,焊縫強度如果不足會產生脫焊,橫梁本身的剛性無法起到明顯的支撐作用。
圖3 兩根邊梁直接與立梁對接
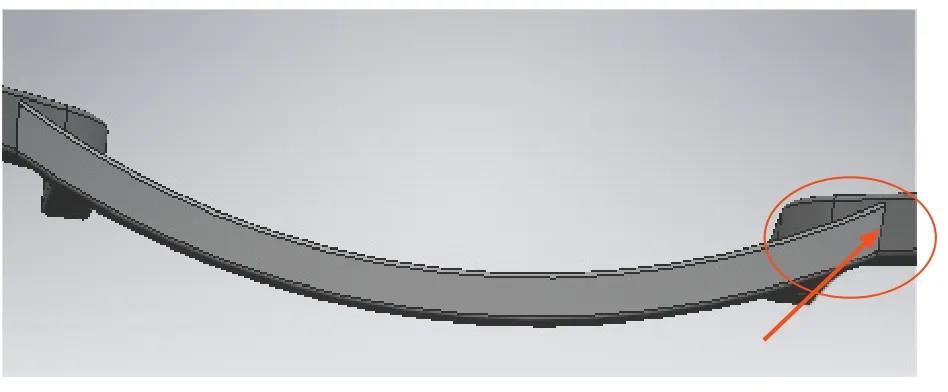
圖4所示為另外一種連接方式,橫梁在兩件豎梁之間,橫梁支撐點在兩件豎梁相對面上,此時整體結構受到水平方向力后,橫梁本身的剛性和焊接處焊縫強度均可以作為整體結構的支撐,并且橫梁本身的剛性得到充分利用,整體結構的剛性可以得到有效的提升。
圖4 兩根立梁之間使用一根橫梁進行連接
垂直方向上連接結構類似,盡可能的使材料本身的剛性參與到整體結構的剛性支撐中,避免單純的依靠焊縫強度來保證整體結構的剛性。
焊接變形
焊接屬于熱加工,利用電流產生的瞬間高溫使鋼材發生熔融,使零件粘接在一起。此種方式加工后連接處強度高,但是由于高溫,使材料內部的應力平衡被打破,將會使結構件發生變形,并且隨著時間的持續,變形會逐步發生,直至達到新的平衡,且此種現象不可避免。
⑴利用夾具進行固定:在焊接前使用剛性不低于所加工零件的材料制作定位夾具,將所需焊接的所有零件的空間位置進行固定,在實現零件位置尺寸精確的同時,通過夾具上夾緊器將零件位置和外形進行固定,利用夾具本身的剛性控制焊接過程中零件的變形。如圖5所示,利用U形固定塊,夾緊器等將零件固定后進行焊接。
圖5 固定后進行焊接
此種方式雖然焊接后產品變形量小,但是各個零部件內部存在較大的內應力,長時間在外存放或者露天環境中會受到時效影響,長時間后可能會發生變形。
⑵反變形法:與沖壓調整回彈的原理類似,對需要進行焊接的結構件進行分析,依據經驗提前預判其變形方向和變形程度,在焊接的過程中,將零件往變形相反的方向進行焊接,利用焊接后的變形量使結構件達到需要的尺寸。此種方式的缺點是全過程依據操作人員的經驗進行控制,無法做到精確控制,適用于對尺寸要求不高或者不進行配合安裝的產品。
⑶提前點定后焊接:在焊接前,將零件位置確定后,先在部件連接處進行點焊,原理同使用夾具類似,利用焊點將零件外形固定,之后進行焊接,利用焊點的強度來控制零件的熱變形。此種方式由于需要進行提前點定,工作量較大。
⑷確定合理的焊接順序:焊接過程中,每道焊縫引起的變形量一般不能相互抵消,最后的變形方向總和最先焊的焊縫引起的變形方向相一致。利用此現象,可以確定焊接順序以達到降低焊接變形的目的。
結束語
本文通過從原材料、構件對接方式和焊后變形解決措施三方面對鋼結構件的生產、加工進行了說明,通過本文分析可得知,原材料的選擇要根據最終使用環境進行選擇,合理的構件對接方式可以對鋼結構性能的影響起到重要影響,合理的對接方式可以提高結構件本身的整體剛性;焊接變形目前是無法有效避免的,但是通過制作夾具、優化焊接工藝等方式,可以減少焊接變形,減少對性能質量的影響,
從而來保證最終結構件質量的穩定。
——摘自《鈑金與制作》 2021年第12期
返回列表
上一個新聞:
淺談鈑金件彎曲質量控制
下一個新聞:
基礎制造業的“三化”
聯 系 人:前臺
0519-85967018
中國.江蘇
江蘇省常州市新北區富強路1號
網站首頁
關于我們
龍星產品
行業案例
新聞資訊
服務支持
聯系方式
關注官方微信
友情鏈接:
偉泰科技
版權所有 ? 2020-2023 常州市龍星工業自動化系統有限公司
蘇ICP備2020059981號
XML
HTML
關注官方微信
版權所有:常州市龍星工業自動化系統有限公司
 聯 系 人:前臺
聯 系 人:前臺 中國.江蘇
中國.江蘇 關注官方微信
關注官方微信

 聯 系 人:前臺
中國.江蘇關注官方微信
關注官方微信
聯 系 人:前臺
中國.江蘇關注官方微信
關注官方微信